
一、引言
在纺织工程领域,纺纱与织布是两个完全不同的工艺过程。纺纱是织布的前期工艺。加捻属于纺纱的后期工艺。对于短纤纱,加捻使纤维之间抱合得更加紧密,使纱具有一定的物理机械性质;
倍捻机作为一种加捻设备,实现一转两捻,效率比传统捻线机成倍提高,卷装容量增大,加捻质量大幅度提高。倍捻机主要具有以下特点:高品质锭子在高速运转下的持久稳定性;二级传动机构,使受力更合理,加捻范围更广;油浴式齿轮箱,特殊的导纱曲线,使卷绕成形良好;卷绕张力可以在超喂罗拉上任意调节,因此也适应于染色用松弛柔软的卷绕。

二、倍捻机系统原理
1.倍捻机主要由动力部分、倍捻单元和传动部分等组成。
(1)动力部分主要包括电动机、电器控制箱、指示器和操作面板。
(2)倍捻单元的结构主要包括锭子制动装置、倍捻机锭子部分、纱线卷统装置、倍捻单元的特殊装置等。
(3)传动部分主要是电动机通过皮带盘、皮带、锭子龙带传动锭子,由锭子龙带通过齿型带、减速装置等传到卷绕罗拉、超喂罗拉等。同时将横动凸轮的传动变成滑块往复运动,带动横动导纱器往复。
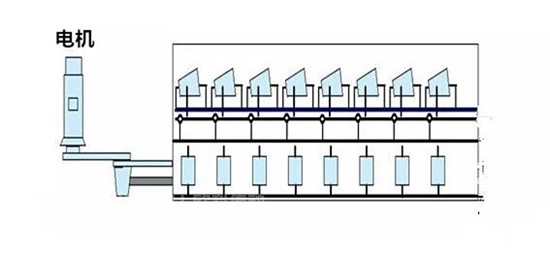
2.倍捻机整体结构图如下:
3.倍捻机 整体外观图如下

4.倍捻机传动结构图

5.倍捻机工作原理:
锭子回转一周,纱线形成2个捻,故名倍捻。加捻的过程是通过锭子完成的.第一个捻在张力弹子和锭盘出口处形成;第二个捻在锭盘出口和导纱钩之间形成。纱线由于输出机构的牵引,从锭罐中的喂入筒子退出,进入空心锭子的中心孔。在空心锭子中纱线由张力器控制,也就是说,如上图所示,当龙带带动锭子转动的同时,摩擦滚筒也带动捻丝筒转动,从而使纱线从供丝筒子进入张力管,穿过张力珠,被张力珠的弹性作用所压紧,形成一个握持点,纱线退离空心锭子的中心孔,垂直进入锭盘,接着纱线由锭盘出口经储纱区偏转到达静止导纱钩,并形成气圈,气圈的高度由导纱钩的位置确定,纱线经导纱钩后,再通过小导纱罗拉,到达超微罗拉,最后纱线经过导纱器交叉卷绕在筒子上。
6.变频器改造原理:
倍捻机属于织造前准备工艺的设备,作为一种加捻设备,传统的倍捻机只使用一台电动机作为动力,通过龙带传动机构和齿轮机构分配到各锭子、卷绕轴和横动摆杆。倍捻机在加捻不同支数和股数的纱线,需改变锭子速度。传统的倍捻机通过更换龙带皮带盘完成此工艺,不仅效率低下,且需由专业保全工完成。现代变频传动技术的持续发展,已实现对三相异步电机无极调速,可根据不同的加工工艺需求,通过变频器调节电机的速度来满足加工工艺所要求的速度。更为重要的是,在变频器驱动下,随着电机功率因素的提高,其运行电流随之降低,从而降低设备电耗,节约运行成本。
三、变频器应用特点
1.变频器电气接线原理图

2.变频器现场应用图

3.变频器参数设置
|
参数代码 |
功能描述 |
设定值 |
设定值解释 |
|
F0.06 |
运行命令通道选择 |
1 |
端子运行命令通道 |
|
F0.07 |
频率源选择 |
3 |
模拟量AI1设定 |
|
F0.19 |
加速时间 |
5 |
加速时间为5S |
|
F0.20 |
减速时间 |
5 |
减速时间为5S |
|
F0.22 |
载波频率设置 |
4 |
载波频率为4HZ |
|
F7.00 |
输入端子FWD功能 |
1 |
正转运行 |
|
F7.02 |
输入端子X3功能 |
7 |
外部复位信号输入 |
|
F7.03 |
输入端子X4功能 |
3 |
三线式运转控制 |
|
F7.11 |
FWD/REV端子控制模式 |
2 |
三线式控制模式1 |
|
F7.20 |
可编程继电器R1输出 |
3 |
故障输出 |
4.三科变频器的技术特点:
三科SKI600系列变频器是基于DSP的高性能矢量变频器,实现高速高性能控制,通过对电机磁通电流,实现了对电机的快速响应和准确控制,可以高精度进行宽范围的调速运行和控制。其中频率设定方式多达10种,而且可以通过A频率源选择和B频率源选择多种方式进行切换,3种启动方式可根据不同的设备工艺进行选择,稳速精度能达到小于等于0.5%的额定同步转速,速度控制稳定度能达到小于等于0.2%的额定同步转速,V/F曲线有多达5种,独特的多点V/F曲线让扭力提升更稳定、高效。
5.应用方案优点
采用变频器驱动技术,重点在于其驱动普通三相异步电机实现无极变速的便利性,同时优化电机功率因素,随着 速度的变化,运行电流随之变化,达到节能目的;变频改造后其主要优点主要体现在如下几个方面:
a.具有显著的节电效果在变频器驱动下,随着电机功率因素的提高,其运行电流随之降低,从而降低设备电耗,节约运行成本。
b.修改工艺参数方便快捷 加捻不同纱线时,无需更换龙带皮带盘,直接调节变频器现实面板速度,实现无级调速,满足生产工艺要求,提高 成纱质量。操作方便快捷,一般工人即可完成。
c.启动平滑,应用交流变频技术就能够很好的解决平滑启动,设备启动加速时间可人为设定,有效消除机械启动时的冲击力,延长设备使用寿命。
d.对电机有保护功能,降低电机维修费用。使用变频控制,控制电气线路更为简单明了。同时变频驱动自身设计有丰富的电机保护功能,在电机过流、过载、堵转情况下均能有效防止电机烧毁。
e.启动电流小,减少电源设备容量。
四、变频器在使用中的注意事项及日常维护
1.纺织行业中毛絮一直是很大的问题,容易堵死通风口,导致散热不好,引起过热现象,所以很有必要对变频器定期清理毛絮,以免影响变频器的散热;
2.在长时间不使用的时候,保证一个月上电一次;
3.保证电气柜,通风口的畅通。
五、结束语
随着电气自动化的发展,电气控制越来越智能化,同时人们生活水平的提高,对纺织加工的精度提出越来越高的要求。伺服、PLC、人机界面逐渐加入倍捻机系统,要求变频器与它们进行通讯控制,这样大大提高系统的运行速率,不仅提高精度,还提高生产速度。
三科变频技术有限公司专注于各行业的变频应用方案及工控自动化解决方案,三科变频的服务宗旨,是帮助客户实现工业自动化。欢迎各行业的设备生产商,及需要设备自动化改造或设备升级的客户联系我们,我司自动化团队将免费为您量身制定自动化控制解决方案。
