
在工业加工设备中我们通常会将纵剪机、分条机、滚剪机、圆盘剪、分切机等设备统称为纵剪分条机。是将不同规格的卷材,经过开卷、初矫、切头、纵剪、收卷成为所需定宽尺寸的卷料的设备。该设备可用于加工各种冷轧和热轧卷板、硅钢板、不锈钢板、彩板、铝板以及电镀或涂装后的各类金属板材。广泛应用于汽车、集装箱、家电、食品、包装、建材等金属板材加工行业。

接下来,我们将介绍SKI600/SKI780变频器在纵剪分条机上的应用案例,以此帮助大家快速了解变频设备在纵剪分条机上作用
一、纵剪分条机概述
纵剪分条机整套设备主要由上料小车、放卷机、纵剪机、废料收卷机、料头料尾剪切机、张力控制机以及收卷机等设备组成;同时在各机之间还配有摆式中间桥、夹送装置、纠偏装置等,是集机、电、液、气于一体的自动卷材处理设备。
二、工艺流程为:
第一步:上料放卷,控制放卷机的原料钢卷轴进行放卷。
第二步:输送分切,控制多组传动轴在板材压紧的过程中输送到圆形刀头上,将板材进行剪切分条。
第三步:废料边丝收卷,收卷两边剪掉的多余废料。
第四步:成品收卷,将成品板材压紧整齐收卷好。
三、系统配置
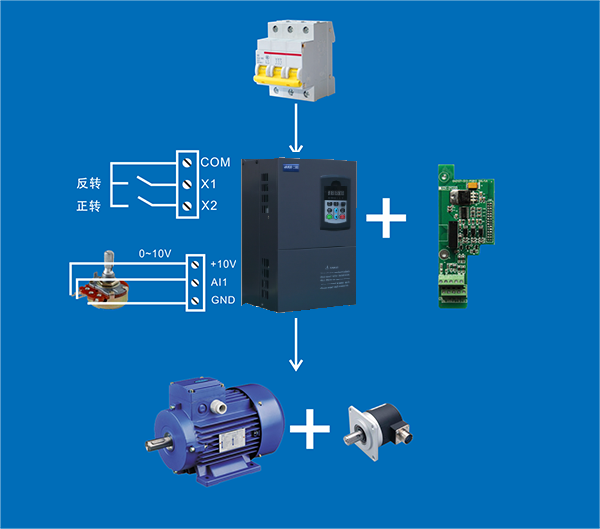
纵剪分条机采用人机界面+PLC+变频器进行系统控制,可在触摸屏上依照用户的需求设置生产数量、分条数、不同分条规格、分条速度等参数。系统采用了5台SKI600,这5台全部配备了PG卡外接编码器进行闭环矢量控制。其中的工位配置如下:
(1)上料放卷部分应用了一台SKI600,设定为转矩控制方式。
(2)输送分切部分也采用SKI600,设定为速度控制方式。
(3)废料边丝收卷部分采用SKI600二台,设定为转矩控制方式。
(4)在成品收卷部分采用一台SKI780,设定为转矩控制。
系统闭环应用
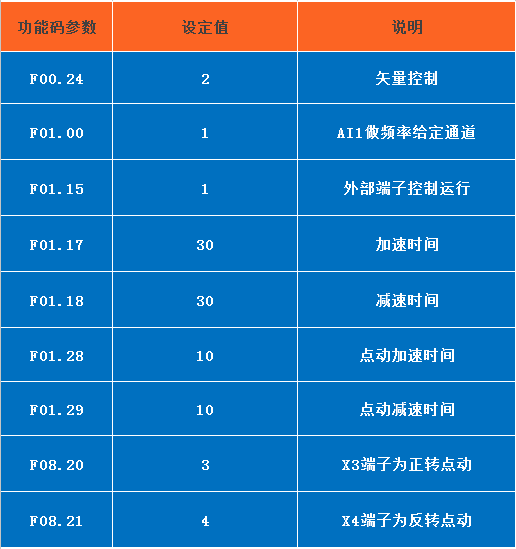
部分参数设置
四、应用变频器的优势
系统采用闭环矢量控制,实现了系统高响应,高同步稳定运行,提高了生产效率;
调速范围广,稳速精度高,保证设备平稳运行,简单易操作;
齐全的保护功能:输入、输出缺相保护,过压、过流、过载保护等;
放卷和收卷部分变频器共直流母线,利于制动能量的储存和利用,无需外接制动电阻,使系统节能环保。
