
一、前言
制袋机在塑料制品行业中,主要负责制造各种塑料袋。由于包装袋在市场上有着巨大的消耗量,所以对于包装袋的生产厂家来说,提高生产效率,保证加工质量及其长时间工作的稳定性是最关键的核心问题,三科传动针对国内热封切制袋机推出热专用伺服解决方案,采用三科生产的ASD600E系列伺服驱动器以及SKI600系列的变频器等,保证了热制袋机在频繁启动时的快速响应及平稳性,解决了原机械设备效率低、定位精度差、浪费材料、故障率高等缺点。
二、系统组成及工作流程
1、系统组成
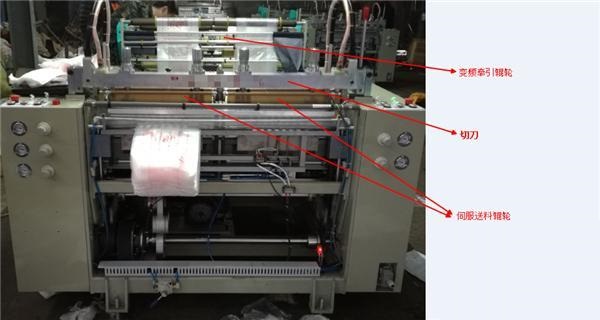
热封切设备生产工艺过程主要有牵引、色标检测、定位、热切流程组成:系统采用微电脑控制器控制,可以实现调整袋长、清零、复位、点动、计数等操作;牵引部分使用SKI600控制两台变频电机,使用系统控制两台变频器的输出频率调节辅助牵引的速度;
切刀的上下往复运动由一台变频器驱动变频电机控制,根据牵引速度实时调节切刀的频率,以达到更好的同步控制的目的;包装袋的袋长定位,这里使用ASD600-E控制伺服电机完成带动送料辊,采用位置脉冲模式,以提高设备的定位精度;另外使用光电传感器、温控器作为测控元器件将信号反馈给控制器。
2、工作流程
当系统上电后,需要根据牵引速度的快慢来调整温度控制器,使封刀温度达到封刀要求。温度偏低时风口将不牢固;温度偏高,会导致胶袋风口处烫穿。检查各传感器信号是否正常工作,各设备间是否有报警输出,输入制袋速度、长度,需要标记密封时,检查色标传感器是否能感应色标的变化。
三、调试过程
1、焊接伺服控制线,焊接端子为位置脉冲、报警输出、报警复位等
2、确认伺服控制线、编码器线、电机线连接无误后进入So-14点动模式试运行电机
3、学习伺服惯量并调整刚性等级,刚性逐级提高并在伺服电机出现异响或抖动时下调到合适值。
4、使用上位机软件监视伺服运行曲线,确认伺服调整到最佳状态。
5、设置伺服脉冲模式、电子齿轮比、报警等功能参数。
四、参数设置
驱动器设置参数如下表所示:

五、三科产品在制袋机上的应用优势
1、产品调试简单,使用位置脉冲模式接线。
2、使用23位高分辨率编码器,较普通17位编码器精度提升64倍,满足制袋机的高精度定位和快速响应性。
3、使用ASD600-E后,制袋速度达到300pcs/min,伺服运行稳定,无异常噪音,能适应长期24H不间断工作,
