
一、前言
龙门刨床主的机械局部相比照较稳定,而使龙门刨床运转在最优状态主要取决于电气控制系统控制方式。在传统龙门刨床中,其机械局部刚性好,精度较高,普通其根本性能可到达现代同类机械的程度,但控制和驱动局部则显得不同水平的老化,对老式龙门刨床的改造有很大的实践意义。

SKI610是三科推出的数控车床专用变频器,产品采用先进的无速度传感器矢量控制技术和转矩控制技术,不仅具备优异的控制性能,同时结合国内应用特点,具备低频大扭矩,过载能力强,良好的抗干扰能力,进一步强化了环境和产品的可靠性,能够更好满足数控车床系统中的要求。
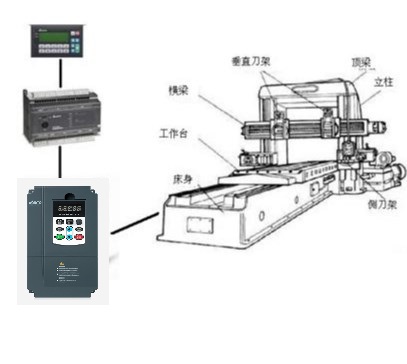
二、龙门刨床电气控制改造总体请求
a)取消电机扩展机、发电机,以减少噪声,克制诸多控制缺陷。
b)工作台能完成自动循环工作和点动,可实时准确调理工作台速度,平稳换向,并有自动和点开工作时的极限维护。
c)垂直刀架可便当地在程度和垂直两个方向快速挪动和进刀,并能停止快速挪动和自动进给的切换。
d)左右侧刀架可在上、下方向快速挪动和进刀,能停止快移/自动切换。并有左右侧刀架限位开关,避免其向上挪动时与横梁碰撞。
e)横梁可便当地上下挪动和夹紧放松,加紧水平可调;横梁降落时有上升延时,延时时间可调。
f)光滑泵有连续/自动切换开关,系统一得电,油泵即上油,至一定压力时,油压继电器触点闭合,为工作台工作做准备。
g)有维护环节控制,保证工作台停在后退末了,以免切削过程中发作毛病而忽然停车形成刀具损坏和影响加工工件外表的光亮度。
h)各回路均有自动空气断路器作短路维护和过载维护。
三、龙门刨床电气控制改造计划
四、工作台变频器及PLC控制
工作台运动
龙门刨床对电力拖动的技术请求-龙门刨床是频繁往复运动的消费机械,它的工作方式为循环方式。行进进程是切削行程,后退不作切削,只让工作台为下一步切削做准备。
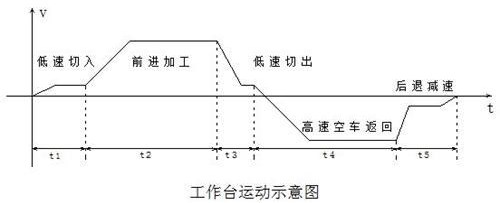
如图所示龙门刨床工作台自动运转,分为五段:
t1段表示刨台起动,刨刀切入工件的阶段,为了减小刨刀刚切入工件的霎时,刀具所受的冲击及避免工件被崩坏,此阶段速度较低。频率:10Hz
t2段为刨削段,刨台加速至正常的刨削速度,频率:40Hz。
t3段为刨刀退收工件段,为避免边缘被崩裂,同样请求速度较低。频率:10Hz。
t4段为返回段,返回过程中,刨刀不切削工件,为俭省时间,进步加工效率,返回速度应尽可能高些。频率:120Hz。
t5段为缓冲区。返回行程行将完毕,再反向到工作速度之前,为减小对传动机械的冲击,应将速度降低,之后进入下一周期。频率:10Hz。
工作台调速请求
(1)低速区
刨台运动速度较低时,此时刨刀允许的切削力由电动机最大转矩决议。电动机肯定后,即肯定了低速加工时的最大切削力。因而,在低速加工区,电动机为恒转矩输出。
(2)高速区
速度较高时,此时切削力受机械构造的强度限制,允许的最大切削力与速度成反比,因而,电动机为恒功率输出。
变频改造龙门刨床电气控制的意义
应用可编程控制器及SKI610数控机床变频器完成对龙门刨床的自动控制战争滑调速,消弭换向冲击,进步工作效率,减少噪声,取消原控制系统,从而到达既经济又快捷地运转龙门刨床的目的。改造后,系统电气控制变的简单,明晰明了,便于维护。
