
一、导言
雕刻机是由计算机、控制器和电机组成的。设计排版是通过计算机中配置的专用雕刻软件进行的。设计排版的信息由计算机自动传输到雕刻机的控制器,然后由控制器将信息转换为带功率的信号(脉冲串),驱动步进电机或伺服电机,控制雕刻机主机产生的X、Y、Z轴的雕刻直径。同时,雕刻机上的高速旋转雕刻头可以根据加工材料配置的刀具切割固定在主机工作台上的加工材料,雕刻计算机中设计的各种平面或三维浮雕图形和文本,实现自动雕刻操作。

一般采用电主轴驱动雕刻头,而电主轴通常采用变频调速的方法。
二、系统简介
该系统可以同时雕刻三个金属毛坯,其中产品A由1号和2号电主轴驱动,自行加工刀具。1号和2号电主轴的切削量不同。1号电主轴先工作,相应工作完成后停止,2号电主轴启动,继续用工具加工金属。产品B和C的加工流程与产品a相同。
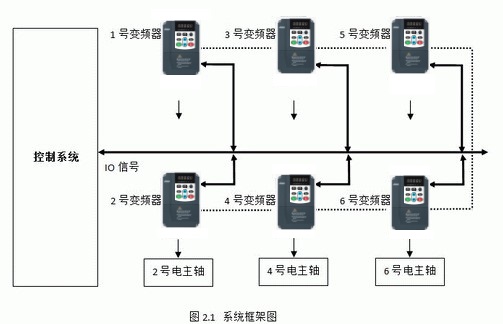
系统各部分的功能如下:
电主轴:驱动雕刻工具高速旋转。
变频器:调节电主轴的运行速度,以适应不同材料金属的加工。
系统:控制刀具完成X、Y、Z方向的运动。
控制启停,完成频率切换,接收反馈信号,包括报警、频率到达等。
三、变频器的选择
1、选型注意事项:
(1)变频驱动雕刻机高速电机时,由于高速电机电抗小,高次谐波增加,输出电流值增大。因此,高速电机选用变频设备,容量略大于普通电机。
(2)如果变频设备距离高速电机较远,应注意采取措施抑制长电缆对地耦合电容的影响,避免变频设备输出不足。在这种情况下,变频设备的容量应增加一个档位,或者在变频设备的输出端安装一个输出电抗器。
(3)对于一些特殊应用,如高温、高海拔,此时变频设备的容量会有所降低,变频设备的容量应放大一个块。
(4)确认变频设备的安装环境:a .工作温度,变频设备内部装有大功率电子元件,容易受到工作温度的影响;控制箱内,变频设备一般应安装在箱体上部,并严格遵守产品手册中的安装要求。绝对不允许在变频设备底部附近安装发热元件或容易发热的元件。b .环境温度。当温度过高,温度变化较大时,变频设备内部容易发生结露,其绝缘性能会大大降低,甚至可能造成短路事故。必要时,必须在箱子中添加干燥剂和加热器。腐蚀性气体。如果使用环境中腐蚀性气体浓度高,不仅会腐蚀元器件的引线、印刷电路板等。,还会加速塑料器件的老化,降低绝缘性能。振动和冲击。雕刻机控制柜受到机械振动和冲击时,会造成电气接触不良。
2、电路设计及接线注意事项:
(1)变频设备和高速电机之间的距离应尽可能短,以减少电缆对地电容和干扰源。
(2)控制和电力电缆采用屏蔽电缆,或变频设备至电机的所有电缆均采用导管屏蔽。
(3)电机电缆应独立于其他电缆,最小距离为500mm。同时,避免电机电缆与其他电缆长距离并联运行,减少变频设备输出电压快速变化带来的电磁干扰。如果控制电缆和电源电缆交叉,应尽可能90度交叉。与变频设备相关的模拟信号线与主电路分开布线,即使在控制柜中也是如此。
(4)电路设计注意事项:根据变频设备的容量决定是否增加电抗器。电抗器的作用是防止变频设备产生的高次谐波通过电源的输入电路返回电网,从而影响其他受电设备;当变频设备与电机距离较远时,应安装输出滤波器。控制回路有手动切换工频,这样在变频失败时可以手动关闭工频。因为输出端不能加电压,所以工频和变频要联锁。
(5)变频器的接地,变频设备的正确接地是提高系统稳定性和抑制噪声的重要手段。逆变器接地端的接地电阻越小越好。接地导体的截面不小于4毫米,长度不大于5米。逆变器的接地应与电力设备的接地点分开,不能共用。信号线的屏蔽层一端连接变频设备的接地端,另一端悬空。变频设备与控制柜电连接。
基于以上原则,在深入了解客户设备后,我们为客户选择了一款性价比较高的变频设备,其参数如下:
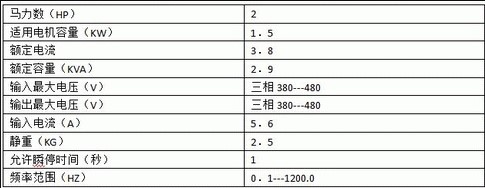
四、应用
1、雕刻机的功能要求
(1)控制方式:多段VF曲线;
(2)控制命令来源:终端控制;
(3)频率源为模拟给定(控制器输出0 ~ 10 VDC);
(4)加减速次数根据客户自身要求设定;
(5)准备好信号输出;
(6)故障信号输出和故障复位;
2、雕刻机的性能要求
(1)全速范围内速度波动小。
(2)低速扭矩大,可以保证低速切削。
(3)加速和减速时间应尽可能短。
五、结论
目前该系统已经在客户处使用,客户反馈非常好。应用程序中的大多数参数都是默认的,这大大简化了调试过程。SKI780轻载变频器在该雕刻机中的应用大大减少了客户端系统程序的开发和调试时间。
