
服务热线:188 5712 5713
一、概况
大部分印染机械都是多单元联合工作的设备,工艺上要求各单元以相同的线速度同步运行并保持张力恒定,否则会断布、缠布、色度不均、色彩度不够、缩水率过大等质量问题。以往的印染机械无论是共电源方式或分电源方式都是采用直流调速系统。因为直流电机固有的缺点,印染行业逐步采用交流变频技术。而且随着SKI系列通用变频器,在圆网印花机和定型机之间实现了同步控制方案的突破。在该方案中圆网印花机由进布单元、印花单元、烘房导带单元及落布单元四部分组成,属于印染调速系统中复杂的一种。布匹印花后将进入定型机,印花机的导带和定型机的主链之间速度必须同步,因此采用变频调速技术形成二者速度链控制。

二、技术要点
1、印花机导带电机采用变频器控制,跟踪主链的速度。实际中在主链电机上装入PG作为导带变频器的主给定。
2、印花机导带速度大小需有0~10%的比例调节范围,采用按钮增减的方式置于操作台上。
3、印花机导带变频器的启动、停止、急停要和定型机主链同步。
三、实现方案
根据客户的要求,导带速度可以用个公式来表示:PG+(1×MOP)=PG+PG·MOP,其中MOP的范围是0~10%。
要实现此公式,采用主链电机的PG输出作为导带变频器的主给定。由于SKI600变频器的主给定通道中没有PG这个通道,必须先经过算术单元,再转入主给定。
PG·MOP须先在算术单元中作乘法运算后再作为辅助给定。由于MOP的范围为不可调的0~100%,需在算术单元中用乘法运算将其限制在0~10%之内。具体框图如图5:
图5 圆筒印花机PG同步控制实现框图
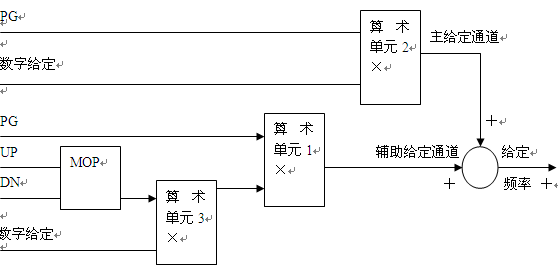
注:算术单元2实现PG的给定。算术单元1实现PG和MOP乘法运算。算术单元3实现MOP的范围限制。
