
服务热线:188 5712 5713
一.概述
林业资源不仅关乎经济也是环保的基石,整个林业资源涵盖了培育和保护森林以取得木材和其他林产品、利用林木的自然特性以发挥防护作用的重要作用,是国民经济的重要组成部分之一。
但随着林业资源日益稀缺,木材资源的综合利用成为木工设备制造和木材加工行业面临的重要问题。目前,在单板生产过程中,多层板厂家使用的是传统的夹芯对中原木旋切机,精度高,质量好。但由于夹持中心的存在,当旋转圆木直径在200 mm左右时,无法在带夹持的旋转切割机上加工。此外,当原木直径较小时,原木的刚度降低,单板质量较差。如果将剩余的木芯丢弃或加工成木工芯板,会大大浪费原材料,从而增加单板的生产成本。因此,厂家一般采用无卡原木旋切机对剩余木芯进行再旋转,充分利用了原材料。

二、原木无卡旋切机的工作原理。
原木由两个旋转中心固定辊和一个旋转中心移动辊驱动,产生旋转切割动力。驱动辊的中心支撑与旋切机相对固定并一起移动,使得旋切机可以从原木中挖出薄板,单板的厚度由移动辊与旋切机刀刃之间的间隙和旋切机的移动速度控制。

无卡旋切机工作原理示意图:
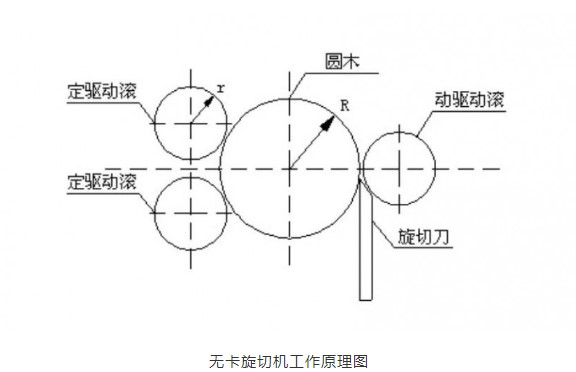
滚切刃和旋切刃之间的间隙相对固定,由机床刃隙调节装置根据旋切板的厚度进行调节,旋切刃的移动速度通过控制系统控制驱动电机的转速。因此,旋切机的移动速度间接决定了单板的厚度。
从上图中我们可以看出,驱动辊的转速是恒定的,即原木的旋转线速度是恒定的,原木的角速度随着原木直径的变化而变化,即原木旋转一次所需的时间也随之变化,所以旋切机的移动速度是一个变量值,是一个非线性关系。传统原木无心旋切机的控制主要采用2T系列电磁调速器变频调速的方法,通过手动调节旋钮或凸轮曲线调节来改变控制器。这种旋切控制方式造成的厚度误差高达1 mm,因此,设计一个能够精确控制旋切刀移动速度的系统来控制旋切板的厚度就显得尤为重要。
系统设计的基本思想是:
(1)建立准确的数学模型;
(2)接管原有的速度控制系统,实现更精确的速度控制。
三、旋切机变频控制系统。
基于旋切机的工作原理,三科自主研发了一套适用于目前市场上各种类型旋切机的系统。在山东、河北、广西、江西等地实际应用后,解决了众多机械厂家对旋切设备数控化、自动化的要求。总体来说,反响还不错。
1、三科变频旋切机控制系统采用SKI600通用矢量型变频器。SKI600采用TI新一代DSP芯片,其超高速运算保证了复杂矢量计算的完全实现,扭矩响应为20毫秒,稳态精度≤ 3%。速比可达1: 200,稳速精度为0.2 ℅,180℅额定扭矩可输出0.5HZ,旋切机应用变频技术具有以下技术优势:
(1)对于复杂的旋转切割物体,启动扭矩大,保证了电机在低速重切割时具有强大的切割力和均匀的输出。确保平稳的旋转切割和高速切割停止和重启。
(2)实时动态高速运行保证旋切厚度始终保持在设定值,使单板在正常旋切下的均匀性误差在0.1mm以内,在一些机械设备中,润滑良好,连接工艺准确,误差可在0.05 mm以内。
(3)强大的减速和制动能力,确保刀盘瞬间停止。
(4)适应能力强。根据旋转切割机的特点,工作电压设计在较宽的范围内。在电压波动的情况下,输出转矩保持不变,在额定电压60℅以上,即可满足旋切的正常工作。这项技术对于农村电网环境差的许多场合特别有效。
(5)调速范围宽,旋切速度快,效率高,可满足板材出料线速度高的场合要求。
2、旋转切割机控制器的性能特点。
(1)采用旋转编码器作为测距传感器,可将测量精度提高到0.01毫米;;
(2)旋转编码器用于测量滚筒的实际转速,可以避免电网电压不稳定对旋转切割厚度造成的误差。
(3)可以选择多种传感器组合,无论是单编码器还是双编码器或者某些区域的电子直尺都可以稳定运行;更大程度满足新老客户的使用需求;
(4)采用高档液晶屏,中文显示,带来丰富的人机界面,实时显示工作状态;
(5)多种工作模式,可全面实现旋切过程自动化,有效保障操作人员人身安全;
(6)内置开关电源使系统工作更稳定,抗干扰能力更强。
四、结语
三科变频器设计的切割机变频控制系统,既简化了传统旋切机的机械结构,也消除了传统机械设备磨损带来的误差,提高了旋切精度。提高机械设备的效率和木材的利用率。SKI600矢量通用变频器在各地的木材加工企业中广泛使用后,客户普遍反响良好,尤其是在一些旋切机设备集中的地区,已经形成了一定的知名度。
