
在大连xx纸厂的生产线上,纸张生产工艺中的后烘、压光、收卷设备采用DC调速和转差电机调速。目前采用所采用改造升级后的多电机子驱动方式是通过三科变频器来实现控制的。

造纸机械的基本部件分为网部、压榨、预干燥、后压榨、后干燥、压光、收卷等。该工艺是将流浆箱输出的纸浆在网部脱水成型,在压榨部压缩使纸层均匀,预干燥干燥,后压榨涂布,后干燥,压光机压光,最后卷绕成母纸卷。造纸工艺流程图如图1所示。

图1造纸工艺流程图
一、改造方案
采用三科SKI800系列工业变频器,其电气图如图2所示。
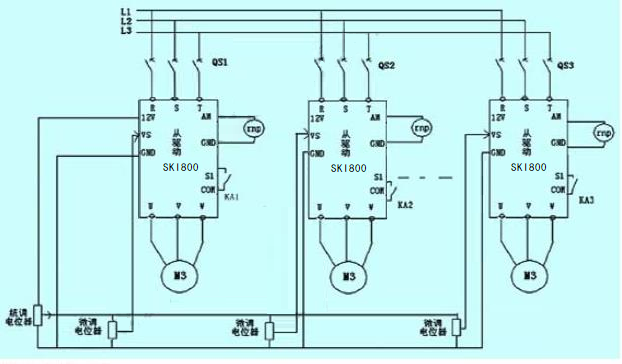
图2电气图
二、功能介绍
(l)统调功能
采用主-从式结构,其速度可由统一电位计给定。以三科SKI800系列工业变频器为主驱动输出,从驱动采用SKI800系列产品,多台从驱动可共享主驱动。
(2)l微调功能
利用统调电位器模拟口输出主驱动工作频率,作为从驱动变频器的初始同步速度,由从驱动微调电位器校正误差。
(3)因为变频器有更强的过载能力和更低的频率额定转矩,所以它保证了速度不随负荷变化。克服了低速时速度不稳定的缺点;
三、系统优点
(1)本系统采用先进的变频控制技术,使电机软启动,减轻机械冲击和降低部分噪音,延长机械设备的使用寿命,减少机械维修费用。
(2)运行、操作、维护简便,提高产品的质量和产量。
(3)由于变频器在往下调速的同时也将电压一起下调,而电磁滑差调速其电机的输出电压是不变的,两者对比,变频调速节约了大量的能源。
四、节电效果分析
大连xx纸厂是一家大型造纸厂,其中我公司改造的1760白板纸机有五个传动点,全部采用电磁调速,每个传动速度都很不稳定,生产中经常断纸。我公司设计的变频同步控制系统取得了良好的节能效果。
(1)改造前生产1吨纸用242.5度;
(2)变频改造后生产1吨纸用127度电(6个月平均数);
(3)每吨节约为242.5-157=85.5度;
(4)节电率达到:(85.5÷242.5)×100%=35.2%。
这就是说,通过对造纸机的改造,每个月可以节省该厂42750度的电力,按每度0.7元计算,每个月可以节省29925元。一年能节省35.9万元。并且运行从45 m/min调至75 m/min仍相当稳定,同步效果极佳,提高了纸张产量,增加了企业效益。
五、结束语
整机生产线变频控制改造后,生产线上电动机直接给出所需转速,避免了扭矩传递损失,可分别实现电机联动控制和速度控制。在电机的统一指挥下整个生产线可以有序工作。随着交流变频控制系统和通信技术的发展和完善,我们相信交流变频驱动系统以其技术先进、调速范围广、调速性能好、省电、操作方便等优点,在新型造纸机中得到越来越广泛的应用。
上述内容由杭州三科变频器工程部工程师整理编辑,如有疑问或有意咨询变频器价格、维修、oem等相关业务,请通过官网联系客服人员了解详情。
