
一、系统方案介绍
贴合机控制系统是装饰纸行业中较为普遍的系统,集成了放卷、预热、复合、加热、冷却、引出、复合等工艺于一体,功率段为2.2~11kW。所有电机均由变频器控制,收卷使用速度闭环控制(主+辅)进行自动接料功能,其余工段的同步速度都由PLC进行微调。

二、工艺介绍
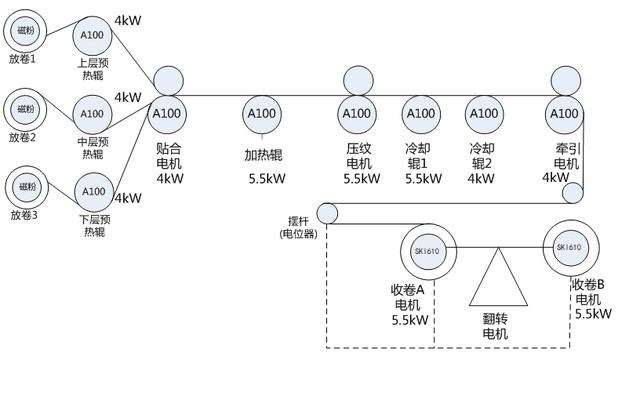
原材料放到放卷轴,放卷由磁粉张力实现恒张力放卷。整机主速度由贴合电机(牵引)为基准,收卷为速度闭环控制模式,速度与主机同步。
卷材由“放卷”经过预热后穿过牵引,牵引是整机速度的基准。材料经过复合辊后,为了保证复合后材料的粘合度,需要和后面的压纹再次加热。材料经二次加热后,表面温度较高,可以很容易地将辊上的花纹转移到材料上。
由于花纹辊到收卷有一定的距离,为了防止材料温度高产生变形,需要对压纹后的材料进行冷却降温。为了实现较高的生产效率,减少材料浪费,收卷采用不停机实现接料的双工位收卷。
三、杭州三科SKI610在贴合机应用上的优点
(1)快、稳、张弛有度
速度闭环响应快、变速和恒速时保证张力稳定,不出现松料或拉伸变形现象;
(2)精准可靠
卷径计算准,两组P值能保证不同卷径时摆臂稳定,收卷材料平整;
(3)切换自如
接料和接料完成后变频器由预驱动切换到工作状态,摆臂很快切换到正常位置;
四、变频器接线图
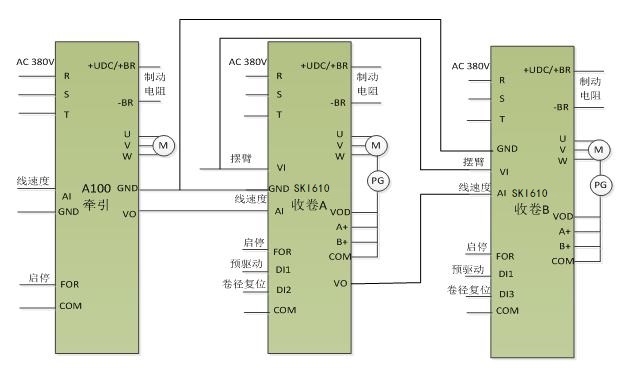
该系统收卷采用速度闭环自动换料功能,通过摆臂反馈进行 PID调节,以线速度为牵引运行频率,结合卷径计算功能,实现“主+辅”方式。其它部分采用速度开环,以复合部分作为整机速度的基准,各段的工作频率由 PLC进行微调后送至各工位变频器操控。本方案的控制系统构成简单,即节约成本,也易于维护。
