
塑料通过挤出机塑化成均匀的熔体,并在塑化中建立的压力作用下,并使螺杆连续地定温,定量,定压地挤出机头。大部份热塑性塑料均采用此方法螺杆挤出机有多种不同的型号和规格,常用的挤出机就是螺杆挤出机。采用三科SKIV600A系列变频器的挤出机主机传动,可满足挤出机的工艺要求和必要的工艺控制指标,通过实际运行来看,运行稳定,经济效益明显。
一:传统挤出机传动的特点
挤出成型设备的组成部分 一台挤出设备通常由主机(挤出机)、辅机及其控制系统组成。 通常这些组成部分统称为挤出机组。
①主机 :一台挤出机主机由挤压、传动、加热冷却三部分系统组成。 挤压系统主要由螺杆和机桶组成,是挤出机的关键部分; 传动系统中起作用是驱动螺杆,要保证螺杆在工作过程中具备所需要的扭矩和转速; 加热冷却系统主要来保证物料和挤压系统在成型加工中的温度控制。
②辅机: 挤出设备的辅机的组成根据制品的种类而定。一般说来,辅机由剂透定型装置、冷却装置、牵引装置、切割装置以及制品的卷取或堆放装置等部分组成。
③控制系统:挤出机的控制系统主要由电器、仪表和执行机构组成。变频器频率可调范围宽0-400HZ ,0.5HZ输出180%转矩,响应时间快,轻松满足塑料挤出机的要求,还有抗干扰能力强大,不会受到挤出去的干扰,运行更加稳定高效。
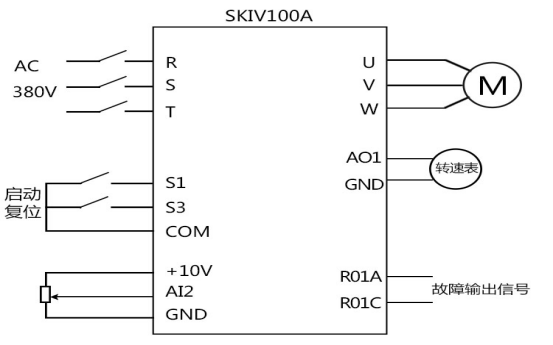
二:变频器相关接线和参数设置
|
序号 |
参数设定 |
参数说明 |
|
1 |
P0.01=1 |
外部端子启动 |
|
2 |
P0.05=15 |
下限频率 |
|
3 |
P0.07=2 |
AI2通道电位器调速 |
|
4 |
P0.11=30 |
加速时间 |
|
5 |
P0.12=30 |
减速时间 |
|
6 |
P5.01=01 |
S1为正转使能端子 |
|
7 |
P5.03=07 |
S3为复位端子 |
|
8 |
P6.02=4 |
继电器1为故障输出 |
|
9 |
P6.04=2 |
AO1运行转速输出 |
