
服务热线:188 5712 5713
本文介绍了杭州三科SKI610系列数控机床变频器在机床上的应用方案。三科变频器的工程师在结合铣磨床的控制需求后,设计了基于SKI610系列变频器性能点在滑轨铣磨床上的实际应用方案。
1. 引言
通常机床可是以加工方式、对象的不同,分为车床、钻床、镗床、磨床、铣床、刨床等多个不同种类。同时由于机床可加工产品种类较广,可根据不同的工件与工序,调整使用不同的刀具进行加工,这需要机床的执行部件能够完成多种不同运行工艺,因此需要对主轴进行调速来完成切削加工。随着变频调速技术的发展,机床主轴采用变频交流拖动,可以实现无极调速,调速范围广,结构简单,能够很好地满足需求。
三科SKI610系列数控机床变频器以其性能与可靠性,在机床的应用方面赢得了优异的使用效果。
2. 滑轨铣磨床驱动技术要求
(1)动态响应快:高性能矢量变频器,依据负载的变化,通过输出转矩的变化快速做出响应,通常机床的加减速时间要求比较短,因此对变频器的动态性能要求较高。
(2)稳速精度高:速度波动大将会影响工件的加工质量,尤其是低速时要保证控制精度,因此对驱动系统的速度稳定性要求较高。
(3)低速时有强大的过载能力:要求变频器具有可靠的过载保护功能。
(4)低频时转矩输出大:根据数控机床的工作特点,一般要求主轴驱动系统在1~2Hz可以输出150%额定转矩。
3. SKI610系列数控机床变频器简介
SKI610系列数控机床变频器采用模块化和客户化设计,具有出色的开环矢量和闭环矢量控制性能,可以实现对三相交流异步电机及三相交流同步电机控制。
SKI610系列数控机床变频器内置扩展功能接口及多种编码器接口,可以实现速度控制、转矩控制、恒张力控制、伺服定位控制,满足起重机械、印刷机械、高端机床等诸多领域各种复杂高精度传动的要求,为设备制造业客户提供完善的解决方案。
4. SKI610系列数控机床变频器特点
1.可驱动同步、异步电机,通过参数设置可实现同步、异步电机间驱动切换;
2.更高性能的VC控制方式,速度控制精度:±0.05%,速度控制范围:1:1000,转矩控制响应:<50ms,起动转矩:180%额定转矩/0Hz;
3.无跳闸运行,优异的电流和电压控制算法、先进的过电流控制,在任意加减速时间和任意冲击负载条件下,可实现不过流、不跳闸运行;
4. 转矩控制和速度控制可灵活调整,多种转矩给定方式;
5. 独特的张力控制功能,多种张力控制可选,内置卷径自动计算模块,先进的惯量计算模块,张力锥度可灵活调整,以及断料自动检测功能;
6. 有简易伺服功能,伺服定位模式,主轴定向模式;
7. 提供丰富的编码器卡,适配各类编码器,带分频输出;
5. SKI610系列数控机床变频器在滑轨铣磨床上的应用
5.1调试过程
(1) 根据图1进行配线;
(2) 根据电机名牌设置电机参数;
(3) 断开负载,利用点动(JOG)功能确定电机旋转方向,并更改配线为正向旋转;
(4) 设置最大输出频率及上限频率;
(5) 设置加减速时间;
(6) 设置编码器参数;
(7) 进行电机参数自整定;
(8) 设置命令给定通道、频率给定通道;
(9) 设置模拟量功能;
(10)设置端子功能;
(11)设置制动单元动作电压;
(12)端子正转、反转、多段速运行,编码器断线故障检测运行。
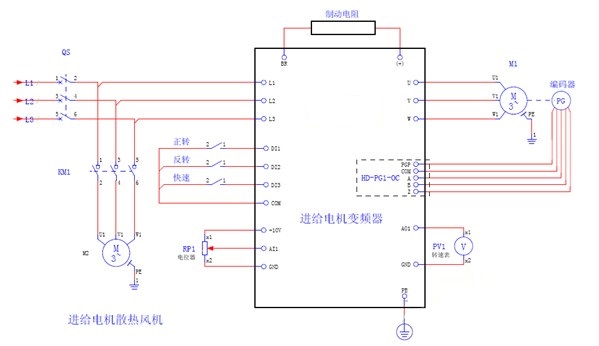
5.2 变频器配线
变频器电气原理图如下图所示
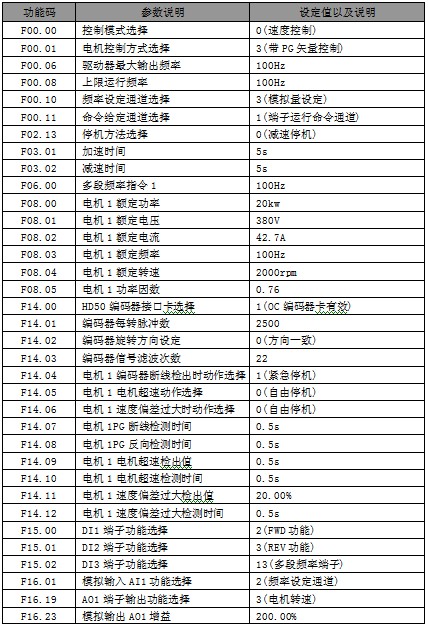
5.3 最终调试参数
5.4 调试注意事项
a.由于矢量控制的低频力矩与稳速精度都要优于V/f控制,因此在铣磨床主轴驱动时最好采用矢量控制。
b.由于矢量控制过程需要精确获得电机参数,因此需准确输入电机铭牌值,并进行电机参数自整定。
c.由于是闭环控制,需合理设置编码器参数,并在正常运行后进行编码器断线、反向测试运行,以确保闭环有效运行。
六. 、结语
对于滑轨铣磨床上的主轴电机,在使用了杭州三科SKI610系列数控机床变频器进行矢量控制后,可达到高效切割和高精度等加工工艺的需求,快速完成更为灵活的低速切换工业,同时由于在维护方面较以往更为简便,也有效的降低了在维护时所需的费用。由于其优越的性能(低频转矩大、调速平滑、调速范围宽、稳态精度高、保护功能齐全、操作灵活方便)与高可靠性等特点经过多年实践证明得到了充分验证,能够有效的完成机床主轴控制需求。
