
服务热线:188 5712 5713
一、引言
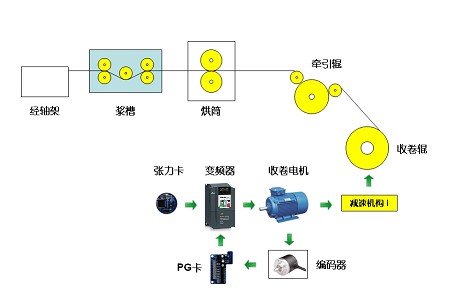
浆纱机的主要工艺目标是对纱线进行上浆,系统主要包括牵引和收卷两个部分。常规浆纱机的收卷方式是由主电机驱动气动机械无极调速,收卷过程中的张力需要人工调节,而气动机械无极调速由于磨损严重,导致收卷张力不稳定,严重影响后续织布的产量和质量。伴随着变频调速技术的普及,变频控制在传动和张力控制中的应用日益广泛。在浆纱机电控系统中引入变频控制,可以保证系统收卷张力的恒定,有效地提高了系统的稳定性,提高了产品的产量和质量。

本文拟结合三科SKI600变频器,介绍一种针对浆纱机收卷的恒张力控制系统,在保证收卷工艺的同时可显著提高设备的可靠性和操作的简易性。
二、工艺介绍
浆纱机的收卷工艺:
1.在整个收卷过程中都必须保持恒定的张力,且无需人工调节;
2.空盘启动时不能张力过大,防止纱线因为张力过大而断裂,满盘运行时不能张力过小,防止纱线因为张力过小而卷曲;
3.系统响应灵敏,加、减速过程中能够根据牵引部分速度及系统张力的变化快速调节,保证张力稳定;
4.要求将系统所需张力量化且调节方便。即能根据不同纱线上浆的工艺要求来快速设定张力大小。
针对以上的几点要求,利用三科SKI600变频器搭载张力扩展卡设计了如下的控制系统。
三、系统方案
如下图1所示,收卷的恒张力控制,即采用张力卡的开环转矩控制模式,该模式下无需张力反馈,系统结构简单,能够获得平稳的张力。其具体原理是:按照工艺将系统收卷所需的张力及空、满盘卷径设置到张力卡,张力卡根据运行线速度,计算出当前卷径,进而得到收卷所需的转矩并将其给到变频器,再由变频器进行转矩控制。在收卷过程中,系统可自动实时计算当前的卷径,以保证收卷张力的恒定。同时系统张力锥度的设置可使材料较好的卷曲成型。
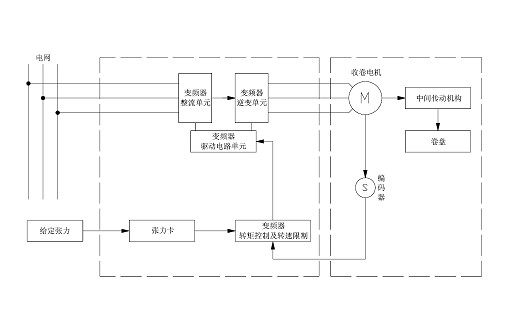
系统原理框图如下图2所示:
系统接线图如下图3所示:
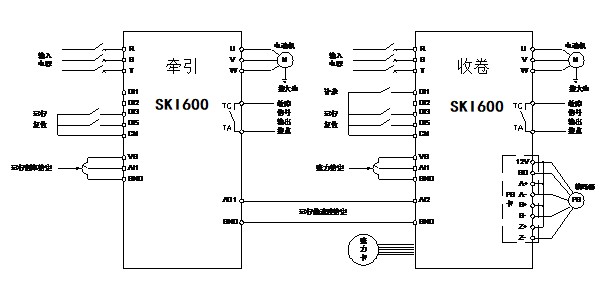
收卷变频器采用闭环矢量模式,通过模拟电位器给定张力(收卷变频器的模拟输入端AI1),线速度由牵引变频器的AO1模拟输出端接入收卷变频器的AI2(4~20mA)。系统运行中,根据当前的线速度、运行频率、张力及张力锥度等参数设置自动计算卷径并实时调节输出转矩,保证收卷过程中纱线张力的恒定。
收卷变频器主要参数设置表:

四、结束语
本文介绍了杭州三科SKI600系列矢量重载变频器在浆纱机张力收卷控制中的应用方案。该方案将在收卷过程中的纱线张力保持稳定的同时,还能根据前级牵引速度及收卷过程中张力变动来完成自动调节,整个系统运行稳定可靠,有效提升了产品产量和质量。
