
一、前言
不锈钢管成型设备能够将不锈钢带通过一次成型模具、氩弧焊接、三级打磨、淬火、二次成型、打码、气动切割等多道工序加工成为直径大小不等的钢管成品,其产品广泛应用在工业及装饰行业。工业管具有耐腐蚀、耐高温、耐高压等特点。SKI600重载变频器主要应用在一次成型和二次成型这两个环节上面。(7.5KW和4KW变频器各一台)

二、工艺流程说明(如下图)
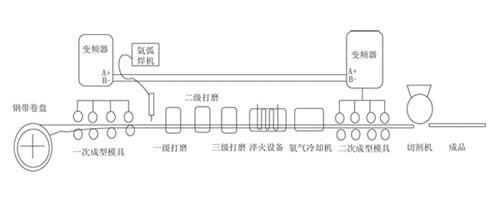
半成品不锈钢带整卷放置在放卷机架上面(被动放卷),在1#变频器驱动下,钢带通过一次成型模具(多个模具)将钢带逐级卷成管状,通过下一个环节---氩弧焊接设备对着闭合口进行连续不断的焊接。然后进入三级加湿打磨将焊接点打磨光洁无痕。淬火使不锈钢材质变得更加适应各种恶劣场合。又通过第二次成型还可对成品直径进行校正,保证产品的合格率。最后根据要求将不锈钢管通过切割成不等长度的成品。
三、不锈钢成型设备的控制需求
一次成型与二次成型要求保持同步。且2#变频器要有微调。如若不能保持同步,那么在淬火这个环节(此时因材质受热变软)很容易就会使管径因拉长变细或堆叠,导致产品报废。客户原来使用的某厂家品牌的变频器,采用外接三个电位器用模拟量控制,由于模拟信号容易受到干扰产生衰减和飘逸。出废品率高,有时甚至无法使用。我们可以通过SKI600的485通讯及主输通道叠加的强大功能,对该套设备进行改造后,运行效果较以往有显著提高。
四、注意事项

(1)2#变频器出现故障时,给1#变频器一个自由停车信号,实现紧急停车,减少出废品率。而相对的,当1#变频器出现故障时,由于H-66设定为2,2#变频器同样也会紧急停车,两者之间形成一个互锁关系。
(2)2#变频器可根据实际中的机械减速比来设定同步比率(H-70)。管径误差校正可由微升/微降按钮做精准调节。
(3)2#变频器既可实现同步联动,也可通过E-02=12改为外置电位器调节。(外接一个手/自动切换开关)
