
杭州三科针对压铸机运行工艺,设计生产了相应的三科SK系列变频柜。为了避免在变频状态出故障时不对生产造成影响,三科SK系列变频柜采用工频变频可切换模式,即KM2闭合工作在变频节能状态,KM1闭合工作在工频状态,一旦变频部分出现问题时可以很方便地切换到工频状态,这样不会影响生产的正常进行。
一、力劲压铸机工作原理
力劲压铸机通常采用液压传动,其结构包含压射装置、开合模装置、液压传动装置和电气控制装置,后者的作用是保证压铸机预定工序的要求和动作程序准确有效地工作。
力劲压铸机中液压传动装置主要由油泵、液压控制阀、压力电磁比例阀、流量电磁比例阀、各种不同的动作油缸、油泵电机及其它液压附件和管道组成,液压传动系统中的动力由电机带动油泵提供。其中,油泵是定量油泵,电动机提供额定功率和转速,油泵将电动机所输入的机械能转变为压力能,然后向液压系统的液压元件输送具有一定压力和流量的液压油,满足液压执行机构驱动负载所需能量的要求。

力劲压铸机成型工艺是一个按照预定的周期性动作过程,即以合模→压射前储能→压射→保压→回錘→冷却→开模→取出制品将被压铸件放入模具中—合模等加工工序达到某件产品成型。各个过程所需的速度和压力因不同工艺而不同,即所需的液压油流量不同,因而压铸机整个动作过程对油泵电机来说是个变负载过程。在定量泵压铸机液压系统中,油泵电机始终以恒定转速提供恒定流量的液压油,各个动作中相应多余的液压油则通过溢流阀回流,从而造成电能的浪费。此外,压铸机工作中还有节流损耗和设计余量损耗。采用变频节能柜改造后,可以大量减少以上损耗,实现节电。因此,对力劲压铸机阀控电液模式进行变频节能改造很有必要,很有潜力。
二、压铸机变频改造节电原理
根据压铸机的工艺要求,把压铸机工作过程中的各动作的压力流量模拟信号0-1A加在变频节能柜的输入端作为变频器的频率给定信号,变频器通过对其比例阀压力流量0-1A信号进行实时采样并计算,使输出频率随比例阀的模拟信号成线形变化,在需要压力和流量较小的工艺过程中使电机转速降低,从而降低电机的输出功率,在冷却和半成品置入过程中可以让电机停转或低速运转,使电机在整个负载范围内的能量损耗达到最小程度。
三、三科SK系列变频柜
针对压铸机工作情况,杭州三科设计生产了三科SK系列变频柜。为了避免在变频状态出故障时不对生产造成影响,三科SK系列变频柜采用工频变频可切换模式,即KM2闭合工作在变频节能状态,KM1闭合工作在工频状态,一旦变频部分出现问题时可以很方便地切换到工频状态,这样不会影响生产的正常进行。在变频改造的时候,我们不需要改动其原来的电气线路,只需将三科SK系列变频柜串进电路即可,不用改动1QF、1KM1、KMY和KM△原有星三角启动电路的元气件。变频节能柜的变频器的开启由KM2和KM△的常开控制。
1)主回路电气图,如图一:
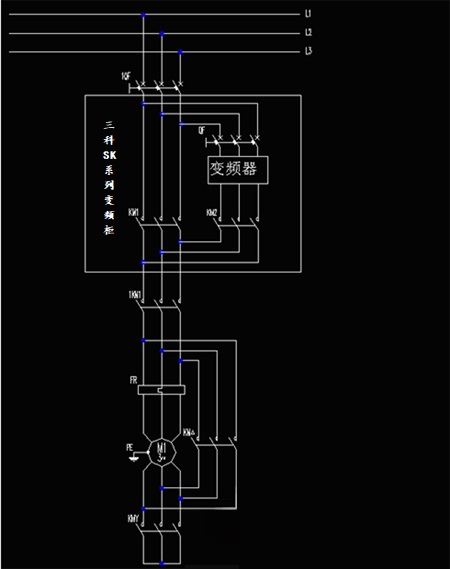
图一 主回路电气图
2、三科SK系列变频柜控制电路
图二为压铸机三科SK系列变频柜控制电路框图。图中,SB1为工频/节能转换开关,选用三位开关;SB2为变频器复位按钮;控制回路设置4个显示灯,分别显示电源上电状态,工频运行状况,节能运行状况,故障状况。其中故障信号由变频器TA、TC输出;KM2为节能状态运行接触器;KM1为工频运行状态接触器。
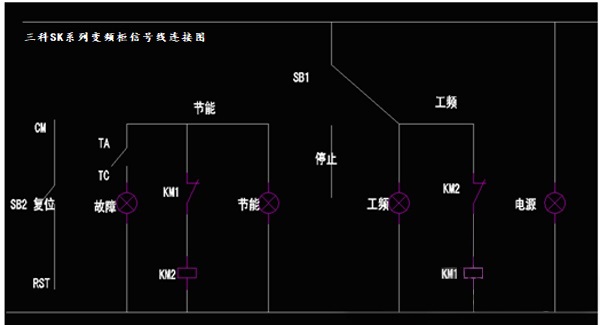
图二 压铸机三科SK系列变频柜控制电路框图
3、改造后压铸机和三科SK系列变频柜信号线连接,如图三。
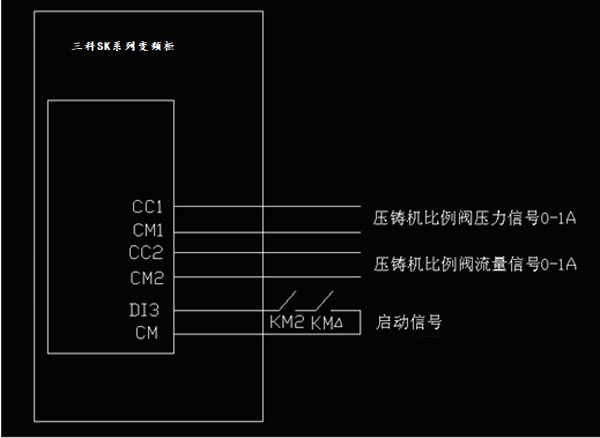
图三改造后压铸机和三科SK系列变频柜信号线连接图
4、变频节能柜还有输入电抗器、直流电抗器和输出电抗器可以选配。
a、输入电抗器的作用;用来限制电网电压突变和操作过电压引起的电流冲击,平滑电源电压中包含的尖峰脉冲,或平滑桥式整流电路换相时产生的电压缺陷, 有效地保护变频器和改善功率因数,它既能阻止来自电网的干扰,又能减少整流单元产生的谐波电流对电网的污染。
b、直流电抗器的作用:直流电抗器接在变频系统的直流整流环节与逆变环节之间,主要用途是将叠加在直流电流上的交流分量限定在某一规定值,保持整流电流连续,减小电流脉冲值,使逆变环节运行更稳定及改善变频器的功率因数。
c、输出电抗器的作用:输出电抗器主要作用是补偿长线分布电容的影响,并能抑制输出谐波电流,提高输出高频阻抗,有效抑制dv/dt.减低高频漏电流,起到保护变频器,减小设备噪声的作用。电容器在补偿功率的时候,往往会受到谐波电压和谐波电流的冲击,造成电容器损坏和功率因数降低,为此,需要在补偿的时候进行谐波治理。
四.压铸机变频节能改造后的效果

1. 变频器与压铸机同步运行,调试完成投用后无需任何调节,即使更换模具和改变加工参数,均无需对变频节能控制器进行调整;并且出现故障随时进行工频/变频互相切换。
2. 对电动机有多种智能保护功能:如:过流、过载、过压、欠压、缺相等。
3. 改善电网功率因素,降低无功损耗;避免油泵马达的强冲击电流起动,限制其起动电流在马达额定电流以内,极大地延长液压油泵马达与油泵的使用寿命。
4. 根据其成型工艺的要求,将其电液压力比例与流量比例控制系统转化为实时的负荷跟踪,实现节电。
5. 改造后压铸机液压油发热明显降低,一般比改造前平均油温降低15℃以上,液压油使用寿命可得到延长;压铸机冷却用水量可节省20%以上,延长密封件的使用寿命;智能压力控制,可有效防止机械冲击,延长设备和模具使用寿命和机械精度。
五.投资回报分析
通过三科变频柜对原有压铸机改造后,现压铸机一个月工作26天用电量约18.5KW,平均每天工作20小时,平均运行电流为33A:平均节电率按15%估算 ,电费按1元计算,每月每台压铸机节能改造后节省电费1440元。一年可以节省电费17280元。
