
能够将塑料颗粒经过一系列的过程把塑料颗粒加工成塑料薄膜的塑料吹膜机,在整个运行过程中各个环节都是用变频器来控制各个加工环节电机的运行速度来控制薄膜的厚度和其他工艺参数,在塑料吹膜机的变频控制中其他环节比较容易控制,就是简单的调速就可以满足工艺要求,最难控制的是牵引和收卷部分的变频控制,它直接关系到设备的易用性和自动化程度,关系到塑料膜的产品质量。对于塑料薄膜牵引和收卷可以用速度控制、位置控制和转矩控制。
 一、吹膜机工艺介绍:
一、吹膜机工艺介绍:
1、吹膜机是将塑料粒子加热融化再吹成薄膜的机械设备。
(1)生产流程及生产原理:
将干燥的聚乙烯粒子加入下料斗中,靠粒子本身重力从料斗进入螺杆,当粒料与螺杆接触后,旋转的斜棱面对塑料产生与斜棱面相垂直的推力,将塑料粒子向前推移,推移过程中,由于塑料与螺杆、塑料与机筒之间的摩擦以及粒子间的碰撞摩擦,同时料筒外部加热而逐步熔化。熔融的塑料经机头过滤去掉杂质从模头模口出来,经风环冷却、吹胀经人字板、牵引辊、卷取将成品薄膜卷成筒。
(2)吹膜机的主要结构:
吹膜机的主要结构主要由挤出机、机头、模头、冷却装置、稳泡架、人字板、牵引辊、卷取装置等组成。
二、现场情况:
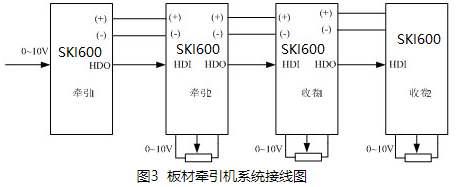
现场牵引收卷部分共有四台电机,电机参数分别为:牵引电机两台,功率为2.2kw,收卷电机两台,功率为2.2kw,电机参数如下:

负载要求:变频器运行稳定,主从机同步性好,并可以根据产品实际要求调整各电机的转速以得到不同的张力。
三、杭州三科的变频解决方案
1、控制方案
2、方案说明
变频器的启停方式为端子启停,即通过数字量输入端子实现通过外部按钮给变频器起停命令,实现远程起停控制。
主机频率给定为模拟量AI1给定,同时因为需要保证四台电机转速同步,因此需做从机对主机速度跟随。考虑到模拟量有零漂,因此使用高速脉冲输出做频率给定,从机通过高速脉冲输入接受做主频率给定。考虑到需要通过自由频率给定做张力变化调节,因此加辅助频率源模拟量AI1做辅助频率给定以做张力手动调节。
由于系统对同步性要求较高,因此前一级的变频器运行中信号给从机启动命令,并给主机加启动频率保持以提高从机的响应精度。变频器故障信号通过可编程继电器端子输出,在变频器故障时系统接收故障信号以避免误动作导致的机械损害。故障清除后可通过复位端子解除故障锁定。由于系统采用的是两路频率源叠加,在试机过程中可能会带来不变,因此加了一路单动开关,在调试模式时可以通过单动按钮实现频率源的切换。
系统调速方式为两路频率组合叠加,主给定为键盘给定,从给定为模拟量AI1给定,从给定调节量小,设定一个较小的上下限即可。
四、SKI600系列变频器技术说明
杭州三科的SKI600系列变频器,环保节能,广泛应用在风机、水泵、空压机、注塑机、卷绕机、中央空调,纺织机、化工、冶金、矿业、制药、陶瓷、造纸、油田、塑料、印刷、热电、烟草、食品等各类机械设备中。
技术特点:
(1)准确的电机参数自学习:准确的旋转或静止的电机参数自学习,调试方便,操作简单,提供更高的控制精度和响应速度
(2)矢量化的V/F控制:自动定子压降补偿和转差补偿,保证VF控制模式下也可有优异的低频大转矩和转矩动态响应
(3)软件限流限压功能:良好的电压、电流限制,有效进行关键控制参数限幅以降低变频器的故障风险
(4)多种制动模式:提供多种制动方式,保证系统停机稳准快
(5)环境适应性强:较高的整机过温点,独立的风道设计,加厚三防漆处理,更适应塑料机械行业环境温度高、湿度大等恶劣场合
(6)转速追踪再起动功能:实现对旋转中的电机的无冲击平滑起动
(7)自动电压调整功能:当电网电压变化时,能自动保持输出电压恒
(8)全面的故障保护:过流、过压、欠压、过温、缺相、过载等保护功能
五、结束语
塑料吹膜机的控制难点在于转速的高度同步性,因此需要有一系列的措施保证同期同停。同时由于实际张力的灵活性需求,需要在保证高度同步性的前提下有一定范围内的小幅自调整。整个控制系统要求变频器具有高灵敏度的高速脉冲输入/输出口、快速的斜坡跟随性、频率叠加与切换等性能。SKI600系列重载变频器杭州三科研发的矢量重载变频器,其卓越的性能和丰富的功能完全可满足塑料吹膜机的控制要求,其在数控板材牵引机上得到了非常好的应用。
