
引言
拉丝机广泛应用于钢丝、制丝、预应力钢丝、标准件等金属产品的生产和预处理.拉丝机按其结构分为7类:lt型水箱拉丝机、lw型拉丝机、ls型双卷拉丝机、lh型拉丝机、lz型拉丝机、ld型单卷拉丝机、水平拉丝机、倒拉丝机.lt型水箱拉丝机的直径为0.1-1.2mm,其工作特点是滑拉丝和多通道拉丝;水箱拉丝机通过对拉丝机的控制,从粗拉丝机到细拉丝机的拉丝,最终获得所要求的规格的材料;其中拉丝头被加入了水箱和冷却机,因为机器的拉丝精度和拉丝系统的精度较高。

工艺概述
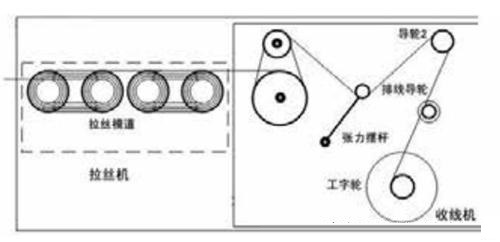
水箱拉丝机是由几个拉丝头组成的小型连续生产设备。逐级拉拔后,将拉拔头放入水箱中,最后将钢丝拉拔至所需规格。就国内几大水箱拉丝机厂家而言,一般都是20个左右的拉丝头。每个拉拔阶段后,钢丝的钢丝直径发生变化,因此每个拉拔头的工作线速度也应发生变化。在整个拉伸过程中,每个拉伸头的拉伸速度会根据不同的拉伸模具配置而变化。拉拔速度的参考是每一时刻通过拉拔模的钢丝的二次流量为常数,
控制策略
水箱拉丝机上各拉丝头的工作速度是根据上述理论确定的,保证了各拉丝头同步运行。因为水箱拉丝机的拉丝过程完全是由机械轴拉丝完成的,而且这些机械轴是在同一主轴下驱动的,所以整个拉伸系统各个层次之间依靠拉丝机的速度差和线张力来控制同步协调。
电气传动控制系统的构成,主要由 PLC、变频器、人机接口(HMI)组成。本系统采用 MODBUS总线技术实现一体化控制,保证了张力不变,排线自动补偿,保证了钢丝在整个拉拔过程中连续稳定,保证了产品质量,操作人机界面简单,实现了自动监控和报警。
水箱拉丝机主控制回路采用可靠性、稳定性高的 PLC及人机界面编程控制,拉丝长度通过计米传感器检测反馈给主控制器。整机具有正常和快速停车,预置速度和定长,数字加减速,故障报警及张力自动跟踪等功能。可随时启动和停车,无断丝乱丝现象,具有结构合理、性能稳定、功能齐全、操作简单、维护方便等特点。
变频调速控制:拉丝机的传动部分控制,主要是要保证收线电机能精确地随着主电机的速度变化及收线工字轮卷径增加,自动及时准确地调整速度,使整机系统保证恒定张力,从而保证钢丝在整个拉拔过程中的连续稳定性,达到保证钢丝产品质量的目的。
在运行过程中,这两个电机的运转速度控制精度要高,动态过渡过程要快,抗干扰能力要强,保证张力稳定。另外由于拉拔出来的钢丝要均匀缠绕在收线工字轮上,整套系统配备了排线机构,采用PLC和变频器控制减速电机的方式,根据实际使用情况,在工作过程中实时改变排线速度,可以保证钢丝均匀地缠绕在收线工字轮上。
变频器的速度控制精度要高,所以变频调速控制选三科工业系列SKI800型变频器,该系列变频器闭环速度控制方式运行时的转速精度为:当速度小于1500转/分钟的时候,控制精度小于±1. 5转/分钟;完全可以达到系统要求。
收线变频器的给定是采用PLC 两路高速计数通道反馈双计米信号,通过变频器自身的积分分离PID调节功能,通过对三个变频器的总线控制,自动跟踪主机的速度。
为避免在加工过程中的一些意外情况发生时造成对机器和人身安全的影响,整机配备了多种自动保护措施:如采用PLC自动采集变频器内部相关数据并实时运算,能使机器在保证产品质量不受影响的前提下,迅速停机,从而最大限度地保证人身安全,避免造成不必要的经济损失。在排线控制方面,为避免排线边缘不均匀、压线、腰鼓形等特殊问题,本系统采用排线自动补偿系统,根据排线水平不均匀性自动计算缠绕直径并实时修正,保证钢丝随时随地、以任意速度均匀缠绕,可靠解决了下道工序的接料麻烦,大大提高了生产效率。
系统的软件结构
最常见的是 PLC与变频器的结合应用,因此,可编程控制器控制变频器的方法有很多,其中广泛使用的是RS-485通信方式。:抗干扰能力强,传输速度高,传输距离远,成本低。然而,rs-485通信必须解决一系列技术问题,如数据编码、核对和、帧、发送数据、接收数据奇偶、超时处理和错误重新发布等。有时需要编写几十个plc梯形图指令才能实现一个简单的变频器操作指令。编程工作量大且繁琐,让很多设计师望而却步。
用可编程控制器控制变频器的方法:不需添加任何硬件或软件,采用 PLC自带功能块,直接编写6条极其简单的 PLC梯形图指令,即可实现对多个变频器参数的读、写、监视和控制各种运行,此方法操作简便,操作方便,操作方便,故障查询快速。在实际应用中可以实时采集数据和给定命令,对系统进行精确的控制,主要控制原理为:首先根据生产产品的材质结构及工艺要求在人机界面上设定速度值,通过PLC内部运算,将数据写入到主机变频器中,整机将按照此给定速度值运行,在实际加工过程中可根据需要随时更改数值,来满足加工工艺的需要。
应用说明
PLC和变频器编程调试的通用性强,有相关编程经验的技术人员,仅需1~2天的培训即可掌握。
变频器基于同一硬件设计平台开发,带有独立风道的散热器,全系列内置进线电抗器与EMC滤波器,变频器内部电路板均为高防护等级的涂层板,已经大批量应用在金属制品行业中,并获得了业主和设备厂的广泛认可。PLC 采用“真正”的程序保密方式,可从根源上完全保护您的知识财富。
