
自动化控制柜的安装调试涉及到各种工作,只能按顺序进行,一环紧一环,稍有不慎就会导致调试失败,不仅延误工期,还会损坏设备。介绍了现场实践中自动化控制柜安装调试的技术经验,对现场安装调试中常见问题提出了建议和解决办法。

1.初步技术准备
安装和更充分的系统调试前的技术准备,更成功安装。初步的技术准备工作包括:
主要内容如下:
(1)熟悉PC机的随机技术数据和原始数据,深入了解PC机的性能、功能和各种操作要求,制定操作规程。
(2)必须全面了解系统设计数据和工艺流程,特别是各生产设备的控制要求。在此基础上,依据分系统绘图步骤。程序流程互锁图、系统功能图和系统软件运作逻辑性框架图是初期技术性提前准备的关键构成部分,有利于深层次了解系统软件运作逻辑性。
(3)对各种设备工艺的设计、安装和性能,尤其是对各设备的控制和功率接线图进行了解熟系,并与目标相比较,及时发现并纠正误差。
(4)在设计和技术数据PC的基础上的全面理解,PC被给定的输入和输出点列表(包括内侧线圈,I / O的位置,各装置的相应功能和列表在I / O点)。
(5)通过对设计提供的程序的研究,绘制了复杂逻辑输入输出点的时序图,而且在绘制时序图的过程中可以发现,设计中存在的一些逻辑错误。
(6)在集体讨论的基础上,制定了分子系统的调试方案,并制定了整个系统的调试方案。
2.PLC商检
主要内容如下:
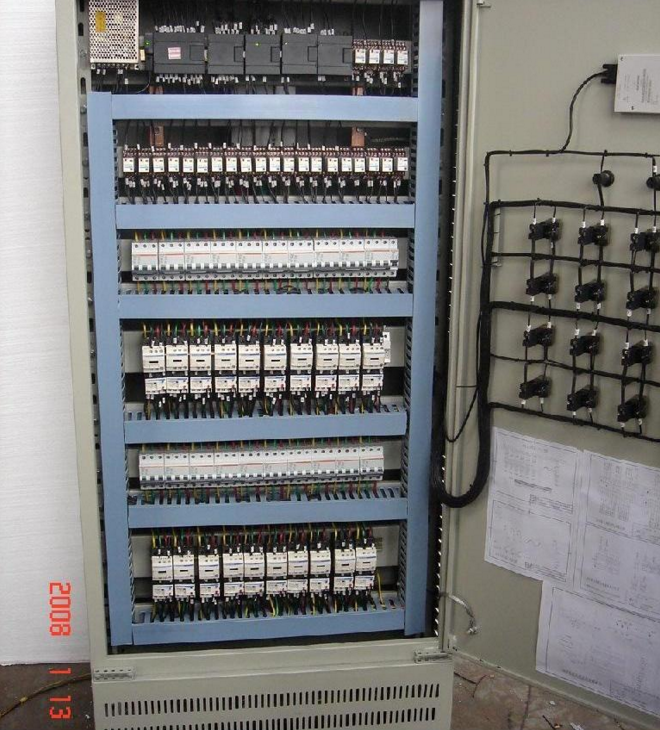
(1)可编程控制器实验室应安装并打开金属支架,紧固每个工作站的输入和输出模块,根据同轴电缆和电源的安装情况,将每个工作站与上位机、编程器和打印机相连,检查接线是否正确,并根据可编程控制器电压选择功率等级。根据通电程序通电,加载系统配置磁带,确定系统配置,加载程序以加载磁带,并对皮带进行编程。根据操作程序,系统将打开,此时可以执行各种操作测试。
(2)打字程序
(3)检查程序修改目的是未来验证输入运行程序的正确性,一般可以通过模拟输入输出目来检测,以程序逻辑表示的工艺设备联锁关系是否满足设计过程控制要求,程序是否畅通。如果它不符合或不能运行整个过程,那么程序就是错误的,应该立即进行修改。通过对程序进行修改的过程中,逐步加深对程序的了解,为现场调试做好准备,更好的发现程序中不合理和不完善的地方,并自动化控制柜做出进一步的优化。
